
 Send Inquiry
Send InquiryLiquid Ring Vacuum Pump
Price 14000 INR/ Piece
MOQ : 1 Piece
Liquid Ring Vacuum Pump Specification
- Control System
- Manual/Electric
- Frequency
- 50 / 60 Hz
- Flow Rate
- 25 to 5000 m/hr
- Features
- Corrosion Resistant, Low Maintenance, Continuous Duty
- Working Temperature
- 0C to 80C
- Discharge Pressure
- Up to 1 Bar
- Head Size
- Custom
- Noise Level
- < 75 dB(A)
- Max Suction
- 700 mmHg
- Speed
- 1450/1750 rpm
- Theory
- Liquid Ring
- Inlet/Outlet
- Threaded/Flanged
- Fuel Tank Capacity
- N/A (Electric Drive)
- Mounting Type
- Baseplate Mounted
- Voltage
- 220-415 V
- Caliber
- As per request
- Material
- Cast Iron / Stainless Steel
- Structure
- Single / Double Stage
- Power
- 0.75 kW to 75 kW
- Standard
- ISO 9001 Certified
- Fuel Type
- Electric
- Pressure
- Up to 1 Bar
- Usage
- Industrial, Chemical, Pharmaceutical, Food Processing
- Application
- Vacuum Filtration, Evacuation, Drying, Distillation
- Suction Type
- Single / Double Stage
- Seals Type
- Mechanical Seal
- Priming
- Self-priming
- Pump Type
- Liquid Ring Vacuum Pump
- Capacity
- 25 to 5000 m/hr
- Designed For
- Continuous Operation
- Service Liquid
- Water / Oil / Other compatible Liquids
- Vacuum Range
- Up to 33 mbar abs
- Bearing Type
- Antifriction / Ball Bearing
- Cooling Type
- Water-cooled
- Impeller Type
- Non-clogging
- Connection
- DIN / ANSI Standards
- Protection
- IP55
- Rotational Direction
- Clockwise/Counterclockwise
- Weight
- Varies as per Model (Contact Supplier)
Liquid Ring Vacuum Pump Trade Information
- Minimum Order Quantity
- 1 Piece
- Supply Ability
- 4 Pieces Per Day
- Delivery Time
- 1-7 Days
About Liquid Ring Vacuum Pump
Liquid Ring Vacuum Pump is used in chemical, pharmaceuticals, food processing, textile, oil solvents, sugar and paper industries. It is manufactured using supreme grade quality components that is sourced from reliable vendors of the market keeping in mind set industry norms. It is offered to the customers in various sizes and capacities to fulfill the market requirement in an efficient manner. This Liquid Ring Vacuum Pump is available to our clients at regular market prices.
Specification
|
Number of Stages |
Single stage |
|
Material |
Cast Iron |
|
Mounting |
Floor / Permanent |
|
Pressure |
105 Kg/Cm2 |
|
Frequency |
50 Hz |
|
Model |
LRVP-01 |
|
Usage/Application |
Pipe Extruder, Paper Mills, Chemical Industry, Pharma Industry, Pharma Laboratory, Sterilizers |
|
Brand |
Tulsi |
Superior Operational Flexibility
These liquid ring vacuum pumps accommodate water, oil, or other compatible service liquids, making them highly versatile for varying industrial requirements. The pumps function efficiently in applications such as vacuum filtration, drying, and distillation, ensuring operational continuity across fluctuating demands.
Reliable and Durable Build
Constructed from corrosion-resistant materials like stainless steel and cast iron, these pumps offer exceptional longevity. The non-clogging impeller and robust mechanical seal minimize maintenance, supporting high reliability during continuous operation, even under rigorous conditions.
Advanced Technical Features
With flow rates reaching 5000 m3/hr, suction up to 700 mmHg, and variable head sizes, this range can be customized to suit your process. The baseplate-mounted design and adherence to DIN and ANSI standards assure ease of integration into existing systems while IP55 protection stands guard against harsh environments.
FAQ's of Liquid Ring Vacuum Pump:
Q: How does a liquid ring vacuum pump operate?
A: A liquid ring vacuum pump works by using a rotating impeller placed eccentrically in a body partially filled with a compatible service liquid, creating a liquid ring that seals and moves gas. This design allows continuous extraction and discharge of air or gas from a process, making it ideal for various industrial applications.Q: What are the main benefits of using this pump in industrial processes?
A: These pumps provide stable, low-maintenance vacuum generation with corrosion-resistant components. Their self-priming, non-clog design handles particulate-laden fluids easily, ensuring high uptime. They are especially suited for continuous operation in chemically aggressive or high-moisture environments, reducing downtime and maintenance costs.Q: When is a liquid ring vacuum pump preferred over other types?
A: This pump is favored when continuous duty, low noise, high moisture vapor handling, and low ultimate pressures are required. Industries such as chemical, food processing, and pharmaceuticals choose these pumps for vacuum filtration, evaporation, drying, and distillation, particularly where overheat or clogging risks exist.Q: Where can this vacuum pump be installed, and what mounting options are available?
A: These pumps are baseplate-mounted and designed for easy installation in industrial facilities with DIN or ANSI standard piping. Their protection rating (IP55) and compatibility with manual or electric control systems make them suitable for challenging environments, including both new and retrofit applications.Q: What service liquids are compatible, and how do I select the right one?
A: You can use water, oil, or other process-compatible liquids based on chemical compatibility and process needs. The correct liquid depends on corrosion potential, temperature requirements, and process demands. Consult with the supplier or manufacturer to ensure optimal performance and longevity.Q: What routine maintenance is required for long-term operation?
A: These pumps are designed for low maintenance, but periodic checks of the mechanical seal, bearings, and service liquid condition are important. Ensure the water-cooling system is functioning and use corrosion inhibitors as needed. Regular inspection will help maintain efficiency and extend service life.Q: What range of capacities and customizations is available?
A: The pumps offer a broad capacity range-from 25 to 5000 m3/hr-with options for single or double-stage operation, customizable head size, and various material selections. Models can be tailored for application-specific requirements; contact the supplier for guidance and quotations based on your needs.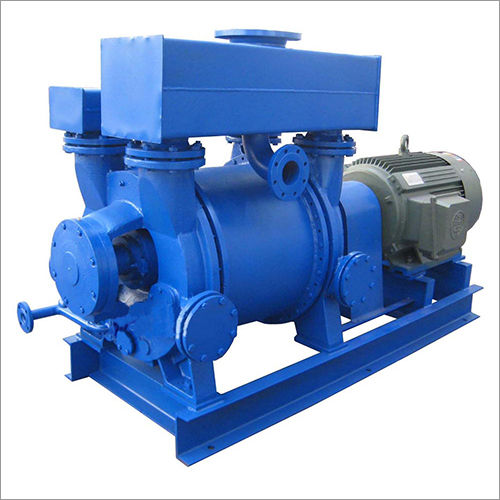
Tell us about your requirement

Price:
Quantity
Select Unit
- 50
- 100
- 200
- 250
- 500
- 1000+
Additional detail
Mobile number
Email

More Products in Vaccum Pump Category

Industrial Water Ring Vacuum Pump
Price 25000 INR / Piece
Minimum Order Quantity : 1 Piece
Power : Other, 3 kW 75 kW Watt (w)
Material : Cast Iron / Stainless Steel
Usage : Other
Voltage : 380V/415V/440V Volt (v)

KV Series Vacuum Pumps
Price 10000 INR / Unit
Minimum Order Quantity : 1 Unit
Power : Other, 0.75 22 kW
Material : Cast Iron / Aluminum
Usage : Other, Vacuum
Voltage : 220V / 380V

Two Stage Water Ring Vacuum Pumps
Price 25000 INR / Piece
Minimum Order Quantity : 1 Piece
Power : Other, Typically < 10 kW
Material : Cast Iron/Steel
Usage : Other
Voltage : 220V/440V Volt (v)

Low Vacuum Water Ring Vacuum Pump
Price 10000 INR / Unit
Minimum Order Quantity : 1 Unit
Power : Other
Material : Cast Iron/Steel
Usage : Other
Voltage : 220V440V Ohm (ohm)
Address
GST : 24BUPPP1886F1Z7
- B No. 49, Gurukrupa Estate, Near Balaji Estate, Isanpur Narol Road, Ahmedabad - 380043, Gujarat, India
- Phone :07971189575
- Send Inquiry

 |
TULSI PUMPS & SYSTEM
All Rights Reserved.(Terms of Use) Developed and Managed by Infocom Network Private Limited. |
