
 Send Inquiry
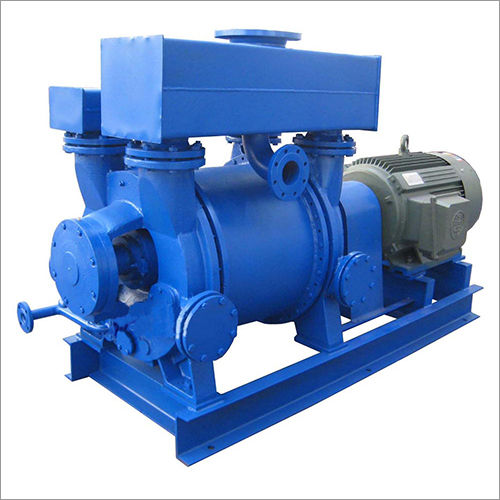
Send InquiryWater Ring Vacuum Pumps Two Stage
Price 15000 INR/ Piece
MOQ : 1 Piece
Water Ring Vacuum Pumps Two Stage Specification
- Mounting Type
- Base Plate Mounted
- Theory
- Water Ring
- Working Temperature
- Up to 80C
- Noise Level
- Below 75 dB(A)
- Frequency
- 50 Hz / 60 Hz
- Voltage
- 380 V / 415 V / 220 V (as per requirement)
- Discharge Pressure
- Atmospheric
- Max Suction
- 710 mm Hg (approx.)
- Flow Rate
- Up to 220 m3/hr
- Inlet/Outlet
- Flanged Ends as per IS standards
- Control System
- Manual/Automatic
- Caliber
- 40 mm to 150 mm
- Features
- Corrosion resistant, High vacuum efficiency, Continuous operation
- Speed
- Up to 2850 RPM
- Head Size
- Not applicable (vacuum pump)
- Material
- Mild Steel
- Structure
- Two-Stage
- Power
- 2 HP to 75 HP
- Product Type
- Water Ring Vacuum Pumps Two Stage
- Standard
- IS 5120/ISO 9001
- Fuel Type
- Electric
- Color
- Blue
- Pressure
- 0.08 Mpa (approximate up to 97% vacuum)
- Usage
- Water
- Application
- Chemical, Pharmaceutical, Paper Industry, Food Processing, Textile, Sugar Mills, Distilleries, Power Plant
- Suction Type
- Horizontal
- Seals Type
- Mechanical Seal / Gland Packing
- Priming
- Self-priming
- Pump Type
- Water Ring Vacuum Pump - Two Stage
- Capacity
- Up to 15000 LPM
- Vacuum Range
- Up to 710 mm Hg
- Coupling
- Flexible Coupling Included
- Bearings
- Heavy duty, grease lubricated
- Impeller Type
- Open/Closed type (as per model)
- Motor Protection
- IP55 / IP54
- Cooling System
- Water cooled
- Installation Type
- Floor mounted
- Service Liquid
- Water (others as per application)
- Direction of Rotation
- Clockwise (when viewed from drive end)
- Surface Treatment
- Anti-corrosive paint finish
- Ambient Temperature Range
- Up to 40C
- Shaft Material
- High-grade Alloy Steel
- Service Life
- Long service life with low maintenance requirements
- Compliance
- CE Certified
Water Ring Vacuum Pumps Two Stage Trade Information
- Minimum Order Quantity
- 1 Piece
- Supply Ability
- 4 Pieces Per Day
- Delivery Time
- 7-10 Days
- Main Domestic Market
- All India
About Water Ring Vacuum Pumps Two Stage
Procure the ace Water Ring Vacuum Pumps Two Stage with a robust cooling system for flawless industrial performance. Engineered with premium, heavy-duty bearings and a superior flexible coupling, these pumps guarantee long service life and minimal maintenance. Designed for versatility, each pump accommodates a range of voltages and integrates open or closed impellers as per model needs. CE certified with anti-corrosive surfaces, these pumps redeem top-notch efficiency up to 710 mm Hg, offering the best price advantage for chemical, pharmaceutical, and other industries demanding excellence.
Industrial Applications and Optimal Usage
Water Ring Vacuum Pumps Two Stage are designed for diverse industrial uses- from chemical and pharmaceutical manufacturing to paper processing, food production, textile, sugar mills, and power plants. Their versatile operation caters to both specific and general applications, whether continuous or batch processes. With user-friendly installation and robust construction, they excel as a reliable choice for rigorous, round-the-clock industrial duty where efficiency and durability are paramount.
Swift Delivery, Reliable Availability, and Nationwide Support
With streamlined order processing and dependable transport services, your Water Ring Vacuum Pump arrives promptly after procurement. We maintain strong supply ability to meet industrial demand and offer quick response to bulk orders. Asking price varies depending on model and requirements, ensuring competitive options for all clients. Our main domestic market spreads across India, supported by a trusted delivery network to ensure products reach your facility efficiently and securely.
Industrial Applications and Optimal Usage
Water Ring Vacuum Pumps Two Stage are designed for diverse industrial uses- from chemical and pharmaceutical manufacturing to paper processing, food production, textile, sugar mills, and power plants. Their versatile operation caters to both specific and general applications, whether continuous or batch processes. With user-friendly installation and robust construction, they excel as a reliable choice for rigorous, round-the-clock industrial duty where efficiency and durability are paramount.
Swift Delivery, Reliable Availability, and Nationwide Support
With streamlined order processing and dependable transport services, your Water Ring Vacuum Pump arrives promptly after procurement. We maintain strong supply ability to meet industrial demand and offer quick response to bulk orders. Asking price varies depending on model and requirements, ensuring competitive options for all clients. Our main domestic market spreads across India, supported by a trusted delivery network to ensure products reach your facility efficiently and securely.
FAQ's of Water Ring Vacuum Pumps Two Stage:
Q: How do I procure Water Ring Vacuum Pumps Two Stage at the best price?
A: You can procure these pumps by contacting our sales team or submitting an inquiry on our website. We ensure competitive pricing and can assist you in selecting the optimal model based on your application and specifications.Q: What makes the two-stage water ring vacuum pump superior for industrial use?
A: The two-stage design provides higher vacuum efficiency, enhanced suction capabilities, and continuous performance, making it superior for demanding applications in industries like chemicals, pharmaceuticals, power plants, and food processing.Q: Where can these pumps be installed?
A: These pumps are designed for floor-mounted installation in a variety of industrial settings. Their anti-corrosive finish and robust construction allow them to operate reliably in challenging environments across different sectors.Q: What is the process for redeeming technical support or service?
A: Customers can redeem technical support or after-sales service by reaching out to our dedicated service department or via our website. We provide comprehensive assistance, including installation, maintenance, and troubleshooting support.Q: How does the cooling system contribute to flawless performance?
A: The integrated water-cooled system ensures stable operating temperatures, even during extended operation, and prevents overheating. This results in flawless performance, improved efficiency, and longer service life for the pump.
Tell us about your requirement

Price:
Quantity
Select Unit
- 50
- 100
- 200
- 250
- 500
- 1000+
Additional detail
Mobile number
Email

More Products in Vaccum Pump Category
Liquid Ring Vacuum Pump
Price 14000 INR / Piece
Minimum Order Quantity : 1 Piece
Material : Cast Iron / Stainless Steel
Usage : Other, Industrial, Chemical, Pharmaceutical, Food Processing
Power : Other, 0.75 kW to 75 kW
Voltage : 220415 V

KV Series Vacuum Pumps
Price 10000 INR / Unit
Minimum Order Quantity : 1 Unit
Material : Cast Iron / Aluminum
Usage : Other, Vacuum
Power : Other, 0.75 22 kW
Voltage : 220V / 380V

Industrial Liquid Ring Vacuum Pump
Price 15000 INR / Piece
Minimum Order Quantity : 1 Piece
Material : Cast Iron
Usage : Other
Power : Other
Voltage : 220/380V Volt (v)

Oil Sealed Liquid Rotary High Vacuum Pumps
Price 15000 INR / Piece
Minimum Order Quantity : 1 Piece
Material : Metal (likely cast iron or steel)
Usage : Other
Power : Other, Electrical motor powered
Address
GST : 24BUPPP1886F1Z7
- B No. 49, Gurukrupa Estate, Near Balaji Estate, Isanpur Narol Road, Ahmedabad - 380043, Gujarat, India
- Phone :07971189575
- Send Inquiry

 |
TULSI PUMPS & SYSTEM
All Rights Reserved.(Terms of Use) Developed and Managed by Infocom Network Private Limited. |
